| |






|
|
 |
| |
|



 |
|
 |
 |
特殊的螺旋下刀法: 不必先鑽孔, 可避免在下刀點產生刀痕. |
|
高級多峰等高線加工法: 可先單獨切削不同高度的曲面, 再一起加工相同高度的平面, 還可分別控制曲面變化高度, 大幅減少機台空跑時間. |
|
智慧型巡弋加工法: 加工過程可全程無提刀, 減少提刀再下刀的表面不良度. |
|
支援G2/G3圓弧切削:一般機台也可以快速切削出平滑的曲面. |
|
高階粗加工法:自動避免刀具完全切入材料, 是切削堅硬材質與高速加工的最佳利器! |
|
|
 |
單一表單設定加工方式, 操作容易, 保證2小時快速上線操作. |
|
支援任何CNC控制器. |
|
支援旋轉/鏡射/平移/矩陣/第四軸/多面切削/車銑複合, 可設定多原點. |
|
直覺式的輔助選取方式, 可快速選取複雜實體及曲面. 可使用框選鏈結或自訂投影角度設定加工範圍. |
|
曲面或實體不需轉換就可直接做2D或3D加工設定. |
|
任何加工形式皆可控制沿面粗糙度, 刀具路徑可自動G2/G3圓滑化. |
|
開創性的加工範本, 可保存寶貴的加工技術與流程.只要修改加工圖形即可快速產生所需的加工程式. |
|
自動偵知殘料, 自動清角, 3D稜線自動沿面加工, 支援二次加工. |
|
加工順序可依原點/加工頂面/鑽孔種類自動排序或拖曳自由調整, 不須重新設定.
|
|
中,精加工自動擷取粗加工的PLC資料, 大幅節省計算時間. 可對單一或全部的加工工程離線計算, 計算過程可隨時中斷. |
|
加工設變後, 可快速計算產生NC程式, 刀具可自動重新編號. |
|
彈性的後處理器可依實際需求快速產生精短完整的G,M碼及Macro語言, 不須手動編輯. |
|
刀具管理功能可自訂刀具表, 提供詳細的加工明細表. |
|
提供2D/3D刀具路徑模擬, CAD圖形模擬, 素材模擬, 實體模擬, 殘料顯示, 車床內/外徑切削等多樣的模擬, 可顯示數值並計算加工時間. |
|
可將輪廓/文字投影於曲面或實體雕刻. |
|
可依工件材質與刀具材質設定不同的切削速度與進給內定值. |
|
 |
 |
|
 |
|
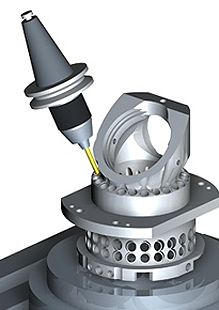
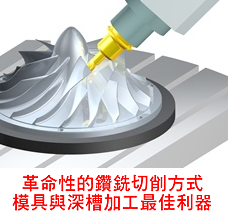
軸向受力比一般側面受力方式更具穩定性, 除可獲得更高的進給, 還可延長刀具的壽命. |
|
適用深孔,高肩,開槽,垂直面或斜面圖形. |
|
使用最少的刀具來完成各種複雜外型及深孔切削, 比一般的加工方式節省 80%時間, 大幅提昇切削效率. |
|
|
可縱向及橫向來回做切槽, 內/外徑, 輪廓, 深槽, 切斷, 端面切槽, 車牙切削. 過程一氣呵成,無停滯期. |
|
不但可大幅減少刀具使用量, 提昇刀塔的運用, 還可節省刀具設定時間及加工成本, 是車床加工的重大突破! |
|
| |
|
|
|
|






